Laserpåsvetsning
OM METODEN
Laserpåsvetsning används för att bygga upp ytor, både vid reparation för att återskapa en skadad geometri och vid nytillverkning för att ge komponenter förbättrade egenskaper avseende exempelvis nötnings- korrosions- eller värmemotstånd.
Vid renovering av slitna komponenter blir resultatet ofta en komponent med bättre prestanda än när den var ny. Vi kan specialanpassa hela ytskikt eller delar av en komponent med avseende på exempelvis friktions-, slitage- och korrosionsegenskaper. Några produktexempel som vi gör är glidlager, ventiler, verktyg, slitfoder, kolvstänger, rullar, knivstål, bussningar, axlar, kuggar, hylsor samt drivhjul.

Hur går det till?
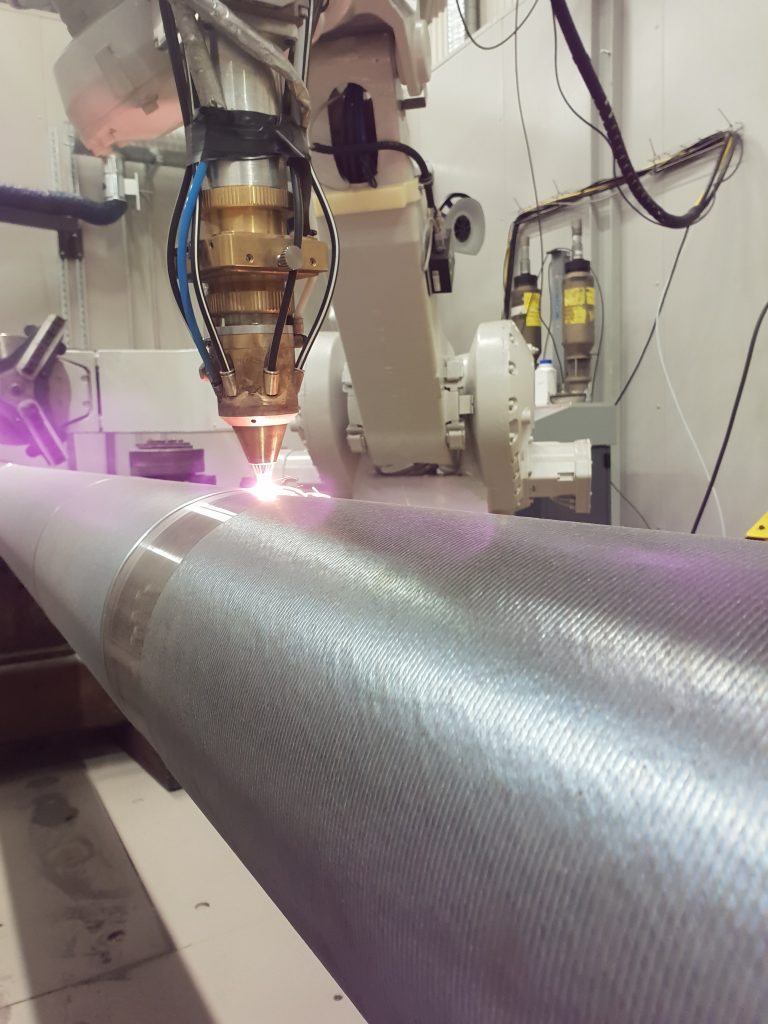
Vid laserpåsvetsning smälts tillsatsmaterial i form av pulver och tråd fast på grundmaterialet. Den snabba avsvalningen ger beläggningen en homogen finkorning struktur som karaktäriseras av både seghet och hårdhet.
Jämfört med andra ytbeläggningsmetoder på marknaden som till exempel olika påsvetsmetoder och termisk sprutning kan laserpåsvetsningens styrka sammanfattas i att den kombinerar fördelarna i båda dessa metoder. Det vill säga både den metalliska bindningen som erhålls vid konventionell svetsning och den minimala värmepåverkan som termisk sprutning ger. Dessutom ger den låga uppblandningen med grundmaterialet önskvärda ytegenskaper redan vid tunna ytskikt.

Fördelar
- Liten värme- och formpåverkan på grundmaterialet
- Minimal uppblandning med grundmaterialet vilket ger de önskade ytegenskaperna redan vid tunna ytskikt
- Full atomär bindning mot grundmaterialet vilket säkerställer att grundmaterial och beläggning sitter samman
- Bra egenskaper för motverkan av slitage
- Vid renovering kan materialvalet ge komponenten en prestanda som blir avsevärt bättre än när den var ny
- Låg friktion
- Hög bärighet i ytskiktet
- Förbättrat korrosionsmotstånd kan erhållas
- Stor valfrihet av grund- och tillsatsmaterial
- Multipla skikt, gradientmaterial kan byggas
Referenser på laserpåsvetsning
Matarvalsar
SCA Timber

Hjulspindlar
Caterpillar
Löprännor
BillerudKorsnäs Gruvön
Matarvalssegment
Nordic Quick Systems
Ventilskivor
Parker Hannifin